 "
"
Team:Imperial College London/Modelling/Experiments
From 2010.igem.org
(Difference between revisions)
(Stuff from open wetware fully moved) |
(Minor change (moved some text around)) |
||
| Line 6: | Line 6: | ||
|- | |- | ||
| | | | ||
| - | |||
<div ALIGN=CENTER> | <div ALIGN=CENTER> | ||
{| style="background:#e7e7e7;text-align:center;font-family: helvetica, arial, sans-serif;color:#555555;margin- top:5px;" cellspacing="5"; | {| style="background:#e7e7e7;text-align:center;font-family: helvetica, arial, sans-serif;color:#555555;margin- top:5px;" cellspacing="5"; | ||
| Line 16: | Line 15: | ||
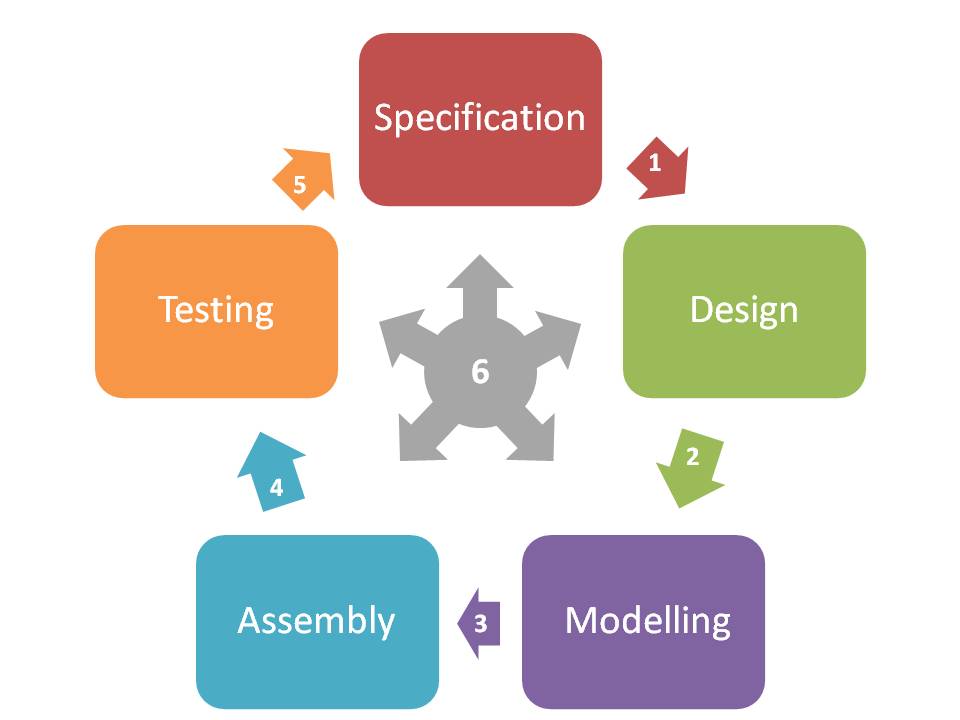
|Diagram representing the engineering cycle. | |Diagram representing the engineering cycle. | ||
|} | |} | ||
| - | </div> | + | </div><br/> |
| - | + | <p><b>Engineering approach to the project</b></p> | |
1. Influence of Specification on Design and vice versa: | 1. Influence of Specification on Design and vice versa: | ||
*It was one of the longest steps as we were struggling to compromise the specifications with the viable designs. | *It was one of the longest steps as we were struggling to compromise the specifications with the viable designs. | ||
Revision as of 18:46, 13 October 2010




| Dry-Lab Wet-Lab Interaction | ||
Engineering approach to the project 1. Influence of Specification on Design and vice versa:
2. Influence of Design on Modelling and vice versa:
3. Influence of Modelling on Assembly and vice versa:
4. Influence of Assembly on Testing and vice versa:
5. Influence of Testing on Specifications and vice versa:
6. Influence of components not adjacent to each other in the cycle:
|
| Wet-Lab for Dry-Lab |
Output Amplification Model
Protein Display Model
|