|
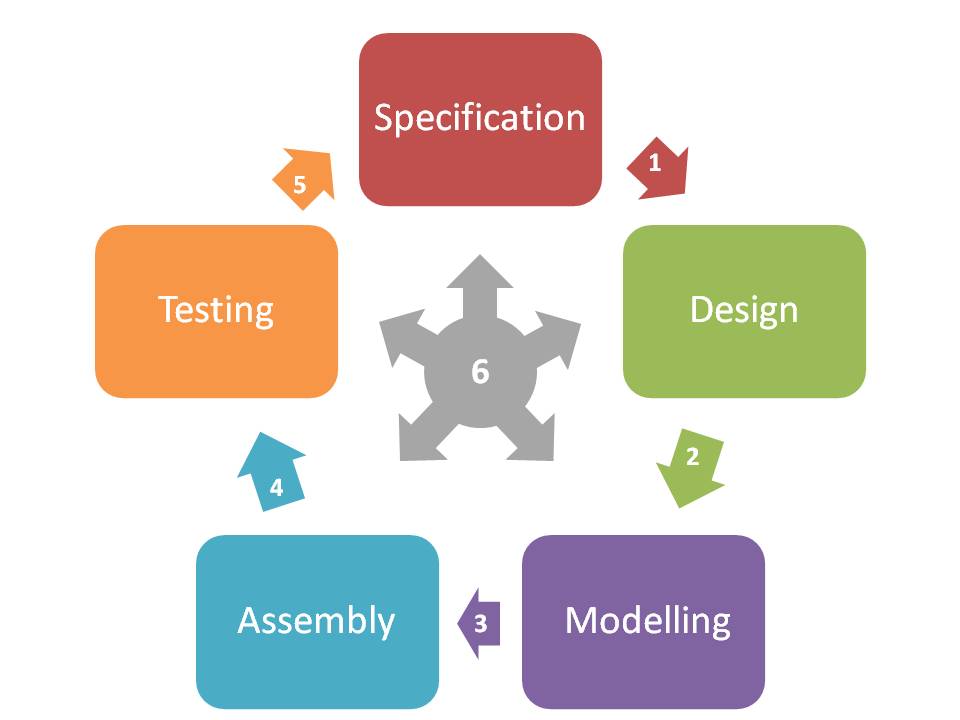
| Diagram representing the engineering cycle.
|
Engineering approach to the project
1. Influence of specification on the design and vice versa:
- This was one of the most time-consuming steps as we were struggling to compromise the specifications of the viable designs.
2. Influence of design on modelling and vice versa:
- All modelling was meant to give answers to questions that arose during the design phase.
- Once the designs were chosen, they were modelled. It was found that 3-step amplification is not likely to be efficient, so it was decided that only 2-step amplification will be taken forward to assembly. This was a significant conclusion as it would take weeks in the laboratory to reach this conclusion.
- The question whether a sufficient AIP gradient could be established in the extracellular space to set off receptor was answered by modelling. The model allowed to determine under which conditions the system would work.
3. Influence of modelling on assembly and vice versa:
- The results from modelling allowed to progress with the assembly.
4. Influence of assembly on testing and vice versa:
- Testing has been planned ahead, so assembly constructs have been modified to allow some testing methods, e.g. purification or negative control.
5. Influence of testing on specifications and vice versa:
- This step has not been implemented yet. However, if the specifications were not met by the results, we would need to try to redesign the system or change the specifications (in case there was no other alternatives).
6. Influence of components which are not adjacent to each other in the cycle:
- Visibility threshold concentration of muconic acid was determined in the labs and fed back to modellers.
- Many experiments were designed specifically on the request of the modelling team in order to find the necessary parameters for the models. Obtaining these parameters would increase the reliability of the models.
|  "
"



